-
Correo electrónico
liuzhao_52@sina.com
-
Teléfono
13944198300
-
Dirección
Habitación 805, Distrito 3, bloque b, centro comercial internacional 36 Jiefang road, ciudad de changchun, Provincia de Jilin
Categorías de producto
Changchun Jiarui electromechanical equipment co., Ltd.


Codificación del eje principal del Centro de mecanizado
NegociableActualización en01/07
- modelo
- Naturaleza del fabricante
- Productores
- Categoría de producto
- Lugar de origen
Descripción general
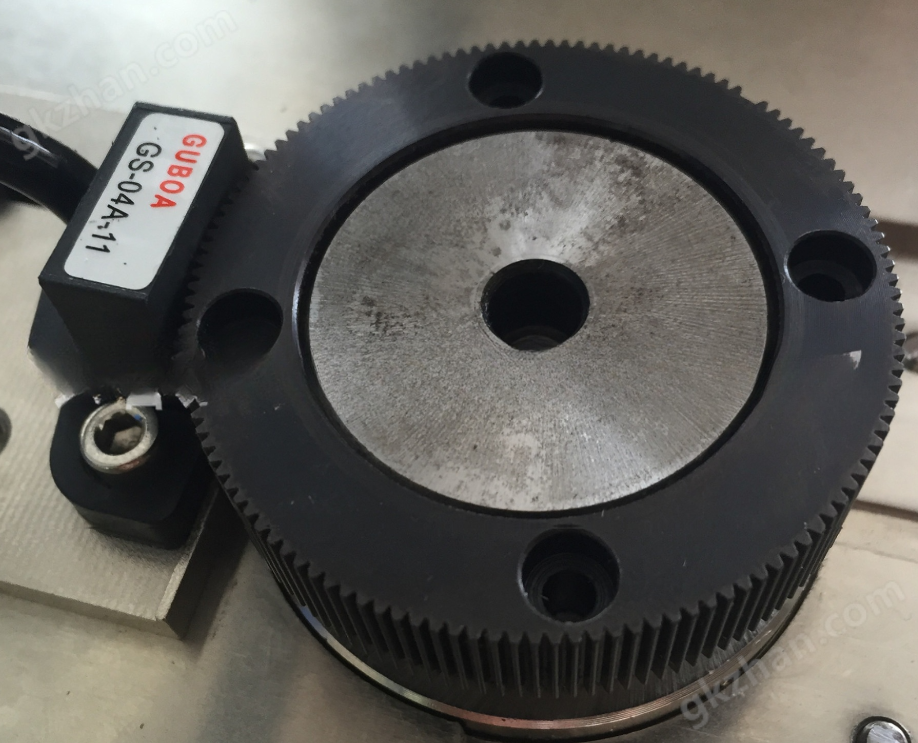
El Encoder del eje principal (encoder de inducción magnética) se basa en un imán, integra elementos de inducción magnética, está diseñado como una cabeza de inducción magnética sin contacto para inducir el número de dientes en el engranaje y se procesa en 1vpp o ttl con una señal de corrección o división del circuito.
Detalles del producto
I. aplicación del codificador en máquinas herramienta
Desde la aparición de la tecnología CNC a mediados del siglo xx, las máquinas CNC han traído cambios revolucionarios a la industria de fabricación de maquinaria. La máquina de Mecanizado CNC tiene las siguientes características: buena flexibilidad de mecanizado, alta precisión de mecanizado, alta productividad, reducir la intensidad de trabajo del operador y mejorar las condiciones de trabajo, lo que favorece la modernización de la gestión de la producción y la mejora de los beneficios económicos. La máquina herramienta CNC es un producto altamente mecatrónico, la máquina herramienta CNC de alta velocidad, alta precisión, compuesta, inteligente, abierta, en red, multieje, verde y otras tendencias de desarrollo.

2. tendencia de desarrollo de las máquinas herramienta CNC
1. alta velocidad: con el rápido desarrollo de las industrias automotriz, de defensa nacional, aeroespacial y espacial y la aplicación de nuevos materiales como aleación de aluminio, los requisitos de alta velocidad para el procesamiento de máquinas herramienta CNC son cada vez más altos.
(1) velocidad del eje principal: la máquina adopta un eje principal eléctrico (motor del eje principal incorporado), y la velocidad del eje principal puede alcanzar 200000 R / min;
(2) tasa de alimentación: a una resolución de 0,01 micras, la tasa de alimentación grande alcanza los 240m / min y puede obtener un procesamiento preciso de superficies complejas;
2. alta precisión: los requisitos de precisión de las máquinas CNC ya no se limitan a la precisión geométrica estática, y la precisión de movimiento, la deformación térmica y el monitoreo y compensación de vibraciones de las máquinas herramienta se prestan cada vez más atención.
(1) mejorar la precisión de control del sistema cnc: utilizar la tecnología de inserción de alta velocidad para lograr una alimentación continua en pequeños segmentos de programa, refinar la unidad de control CNC y utilizar un dispositivo de detección de posición de alta resolución para mejorar la precisión de la detección de posición (japón ha desarrollado un servomotor AC con un detector de posición incorporado de 106 impulsos / revolución, cuya precisión de detección de posición puede alcanzar 0,01 micras / pulso), y el sistema de servomotores de posición utiliza métodos de control de avance y control no lineal;
(2) adoptar la tecnología de compensación de errores: adoptar la compensación de brecha inversa, la compensación de error de paso de tornillo y la compensación de error de herramienta para compensar de manera integral el error de deformación térmica y el error espacial del equipo.
3. el significado de la máquina herramienta compuesta funcional se refiere a la realización o finalización de una variedad de elementos desde el blanco hasta el producto terminado en una máquina herramienta. De acuerdo con sus características estructurales, se puede dividir en dos categorías: tipo compuesto de proceso y tipo compuesto de proceso. Máquinas herramienta compuestas de proceso, como el Centro de mecanizado, el compuesto de fresado - Centro de mecanizado, el compuesto de fresado - Centro de mecanizado, el compuesto de fresado y perforación - Centro de mecanizado compuesto, etc. Máquinas herramienta compuestas de proceso, como máquinas herramienta compuestas de mecanizado multieje y multieje y centros de torneado de doble eje principal.
III. parámetros técnicos
1. retraso: 00 (% f.s.)
2. resolución: 1000000 P / R
3. frecuencia máxima de respuesta: 500khz
4. velocidad máxima: 100.000 RPM
5. señal de salida: analógico
6. velocidad máxima: 100.000 RPM
IV. aplicaciones de productos
1. detección y retroalimentación de la posición de la máquina herramienta;
2. medición de velocidad y posicionamiento del motor y el eje principal;
3. otras aplicaciones especiales de la máquina;
V. principios de medición
El codificador de inducción magnética se basa en imanes, integra elementos de inducción magnética, está diseñado como una cabeza de detección sin contacto de inducción magnética para inducir el número de dientes en el engranaje y se procesa en 1vpp o ttl (rs422 Line driver) con una señal de corrección o división del circuito.







Producto similar Recomendar
